






製品仕様
| 製品名 | パイプレデューサー |
| サイズ | 1/2インチ~24インチシームレス、26インチ~110インチ溶接 |
| 標準 | ANSI B16.9、EN10253-2、DIN2616、GOST17378、JIS B2313、MSS SP 75など。 |
| 壁厚 | SCH5S、SCH10、SCH10S、STD、XS、SCH40S、SCH80S、SCH20、SCH30、SCH40、SCH60、SCH80、SCH160、XXS、カスタマイズなど。 |
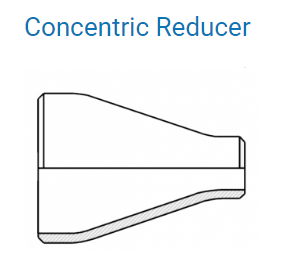
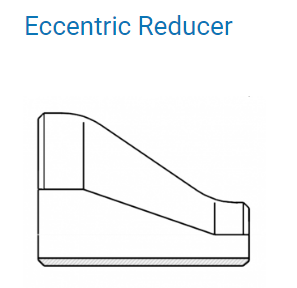
| タイプ | 同心円状か偏心円状か |
| プロセス | 継ぎ目のない、または溶接された継ぎ目 |
| 終わり | ベベルエンド/BE/突合せ溶接 |
| 表面 | 酸洗い、サンドブラスト、研磨、鏡面研磨など |
| 材料 | ステンレス鋼:A403 WP304/304L、A403 WP316/316L、A403 WP321、A403 WP310S、A403 WP347H、A403 WP316Ti、A403 WP317、904L、1.4301、1.4307、1.4401、1.4571、1.4541、254Mo など。 |
| 二相ステンレス鋼:UNS31803、SAF2205、UNS32205、UNS31500、UNS32750、UNS32760、1.4462、1.4410、1.4501など。 | |
| ニッケル合金:インコネル600、インコネル625、インコネル690、インコロイ800、インコロイ825、インコロイ800H、C22、C-276、モネル400、アロイ20など。 | |
| 応用 | 石油化学産業、航空宇宙産業、製薬産業、排ガス処理、発電所、造船、水処理など。 |
| 利点 | 在庫あり、迅速な配送、全サイズ対応、カスタマイズ可能、高品質。 |
鋼管レデューサーの用途
鋼製レデューサーは、化学工場や発電所で広く使用されています。配管システムの信頼性とコンパクト性を高め、あらゆる衝撃や熱変形から配管システムを保護します。圧力回路に設置することで、あらゆる漏れを防ぎ、設置も容易です。ニッケルまたはクロムメッキされたレデューサーは製品寿命を延ばし、高蒸気配管に適しており、腐食を防ぎます。
減速機の種類
同心型レデューサーは広く用いられている一方、偏心型レデューサーは上下のパイプの水平を保つために用いられる。偏心型レデューサーはパイプ内部への空気の閉じ込めを防ぎ、同心型レデューサーは騒音公害を軽減する。
鋼管レデューサーの製造工程
減速機には多様な製造プロセスがあります。これらは、必要な充填材を溶接したパイプで作られます。ただし、EFWパイプとERWパイプには減速機を使用できません。鍛造部品を製造するには、冷間成形や熱間成形など、さまざまな方法が用いられます。
詳細写真
1. ANSI B16.25に準拠した面取り端部。
2. サンドペーパーをかける前に、まず粗研磨をしてください。そうすると表面がずっと滑らかになります。
3. 層間剥離やひび割れがないこと。
4. 溶接修理なし。
5. 表面処理は、酸洗、サンドブラスト、マット仕上げ、鏡面研磨からお選びいただけます。もちろん、価格はそれぞれ異なります。参考までに、サンドブラスト仕上げが最も人気があります。サンドブラスト仕上げの価格は、ほとんどのお客様にとってお手頃な価格帯です。
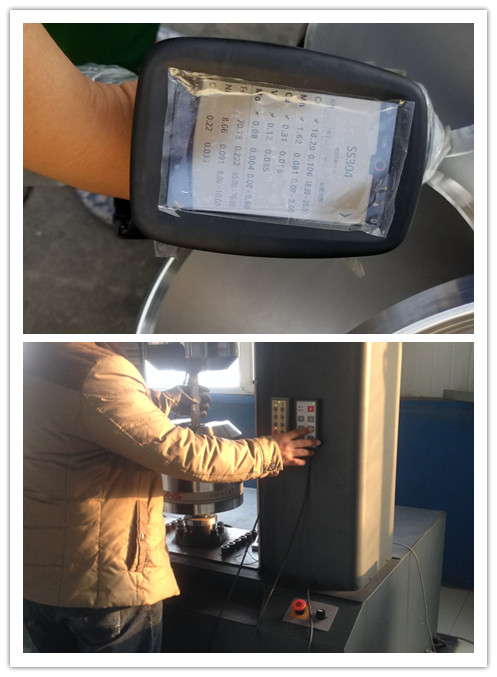
検査
1.寸法測定値はすべて標準許容範囲内です。
2. 厚さ公差:±12.5%、またはご要望に応じて。
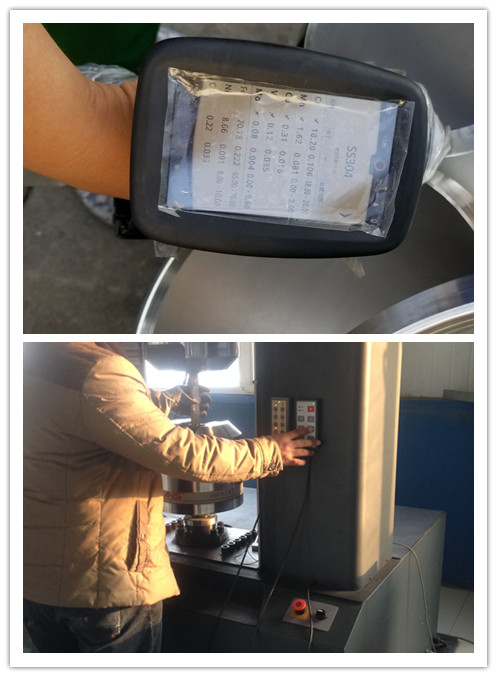
3. PMI
4. PT、UT、X線検査。
5. 第三者による検査を受け入れる。
6. MTC、EN10204 3.1/3.2認証、NACEを提供
7. ASTM A262 実施基準 E

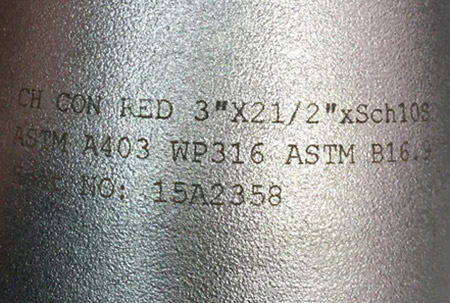
マーキング
ご要望に応じて様々なマーキング作業が可能です。ロゴのマーキングも承ります。
梱包と配送
1. 合板ケースまたは合板パレットで梱包されます。
2. 各パッケージに梱包明細書を同梱します。
3. 各荷物に配送表示を記載します。表示内容はご要望に応じて対応いたします。
4. すべての木製梱包材は燻蒸処理されていません。

鋼製レデューサーは、化学工場や発電所で広く使用されています。配管システムの信頼性とコンパクト性を高め、あらゆる衝撃や熱変形から配管システムを保護します。圧力回路に設置することで、あらゆる漏れを防ぎ、設置も容易です。ニッケルまたはクロムメッキされたレデューサーは製品寿命を延ばし、高蒸気配管に適しており、腐食を防ぎます。
同心型レデューサーは広く用いられている一方、偏心型レデューサーは上下のパイプの水平を保つために用いられる。偏心型レデューサーはパイプ内部への空気の閉じ込めを防ぎ、同心型レデューサーは騒音公害を軽減する。
レデューサーには多様な製造プロセスがあります。これらは、必要な充填材を溶接したパイプで作られています。ただし、EFWパイプとERWパイプにはレデューサーは使用できません。鍛造部品を製造するには、冷間成形や熱間成形プロセスなど、さまざまな方法が用いられます。

詳細写真
1. ANSI B16.25に準拠した面取り端部。
2. サンドペーパーをかける前に、まず粗研磨をしてください。そうすると表面がずっと滑らかになります。
3. 層間剥離やひび割れがないこと。
4. 溶接修理なし。
5. 表面処理は、酸洗、サンドブラスト、マット仕上げ、鏡面研磨からお選びいただけます。もちろん、価格はそれぞれ異なります。参考までに、サンドブラスト仕上げが最も人気があります。サンドブラスト仕上げの価格は、ほとんどのお客様にとってお手頃な価格帯です。
検査
1.寸法測定値はすべて標準許容範囲内です。
2. 厚さ公差:±12.5%、またはご要望に応じて。
3. PMI
4. PT、UT、X線検査。
5. 第三者による検査を受け入れる。
6. MTC、EN10204 3.1/3.2認証、NACEを提供
7. ASTM A262 実施基準 E
マーキング
ご要望に応じて様々なマーキング作業が可能です。ロゴのマーキングも承ります。

梱包と配送
1. 合板ケースまたは合板パレットで梱包されます。
2. 各パッケージに梱包明細書を同梱します。
3. 各荷物に配送表示を記載します。表示内容はご要望に応じて対応いたします。
4. すべての木製梱包材は燻蒸処理されていません。
配管継手は配管システムにおいて重要な構成要素であり、流体の接続、方向転換、分岐、サイズ変更、シール、または流量制御に使用されます。建設、産業、エネルギー、公共サービスなどの分野で幅広く利用されています。
主な機能:パイプの接続、流れの方向の変更、流れの分割と合流、パイプ径の調整、パイプの密閉、制御と調整などの機能を実行できます。
適用範囲:
- 建物の給排水設備:水道管網には、PVC製のエルボとPPR製のトライアングルが使用されます。
- 工業用パイプライン:化学媒体の輸送には、ステンレス鋼製のフランジと合金鋼製のエルボが使用される。
- エネルギー輸送:高圧鋼管継手は、石油・ガスパイプラインに使用される。
- HVAC(暖房、換気、空調):冷媒配管の接続には銅製の配管継手が使用され、振動低減にはフレキシブルジョイントが使用される。
- 農業灌漑:クイックコネクタを使用することで、スプリンクラー灌漑システムの組み立てと分解が容易になります。










